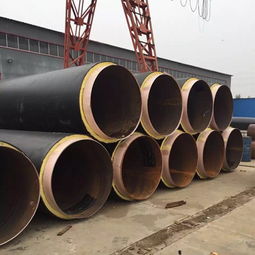
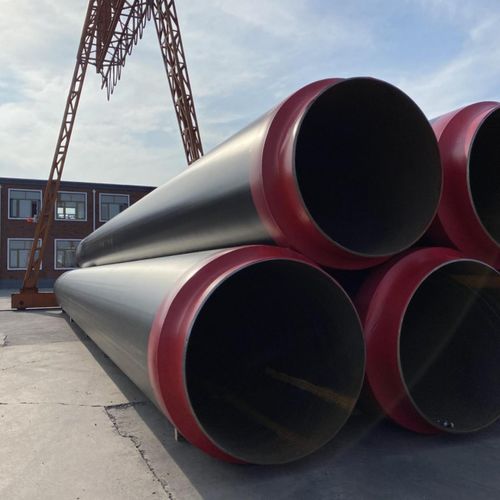
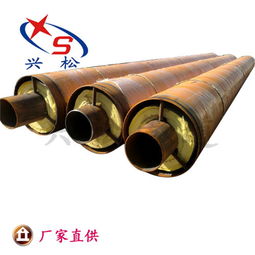
聚氨酯保温管道因其优异的保温性能、较长的使用寿命和良好的机械强度,被广泛应用于城镇集中供热、石油化工、制冷等领域。确保其安装质量是发挥其性能优势、保障系统长期安全稳定运行的关键。本文将系统阐述优质聚氨酯保温管道的安装工艺核心流程与质量控制要点。
一、安装前准备与材料检验
- 现场勘察与方案确认:核对施工图纸,确认管线走向、埋深、坡度、补偿器与固定支架位置等。检查管沟是否符合设计要求(深度、宽度、基底平整度与夯实情况)。
- 材料进场检验:
- 管道本身:检查预制直埋保温管的产品合格证、性能检测报告。核对工作钢管材质、壁厚、外护管(通常为HDPE)的厚度、颜色及表面质量(应无划伤、气泡、凹陷)。聚氨酯保温层应饱满,无空洞、开裂、与钢管及外护管粘结牢固。
- 管件与附件:包括弯头、三通、补偿器、固定支座、阀门等,其保温结构应与直管段匹配,密封完好。
- 焊接材料:焊条、焊丝应有质量证明文件,并符合工作钢管的焊接工艺要求。
二、核心安装工艺流程
- 管道下沟与布管:
- 使用柔性吊带(严禁使用钢丝绳直接吊装保温管)进行吊运,防止损坏外护管和保温层。
- 管道应平稳放置在管沟中,避免与沟壁或硬物剧烈碰撞。按照设计图纸进行排管,预留出焊接、安装补偿器等操作空间。
- 工作钢管的连接(焊接):
- 这是安装质量的核心。必须由持证焊工按照焊接工艺规程(WPS)进行操作。
- 焊接前,清理工作钢管接口处的保温层、外护管,露出足够长度的清洁金属面,并进行坡口处理。
- 对口时应保证内壁平齐,错边量不超过规定值。采用氩弧焊打底、电弧焊填充盖面的工艺能有效保证根部质量。
- 焊缝应进行100%外观检查,并按规定比例进行无损检测(如X射线或超声波探伤),确保焊缝内部质量合格。
- 接头保温与密封(“补口”):
- 这是防止热量泄漏和地下水侵蚀的关键环节。首先在焊缝检验合格后进行。
- 使用专用的聚氨酯发泡模具或可收缩式热熔套(帽)。
- 确保接头区域的钢管表面清洁、干燥,外护管搭接部位打磨清洁。
- 采用与主管道性能相同的聚氨酯原料进行现场发泡,发泡应饱满、密实,密度达标。
- 外护层连接必须严密防水。采用热收缩带(套)时,应均匀加热至其完全收缩,边缘有热熔胶均匀溢出。采用电熔套筒时,应确保焊接程序正确,冷却后形成整体密封。
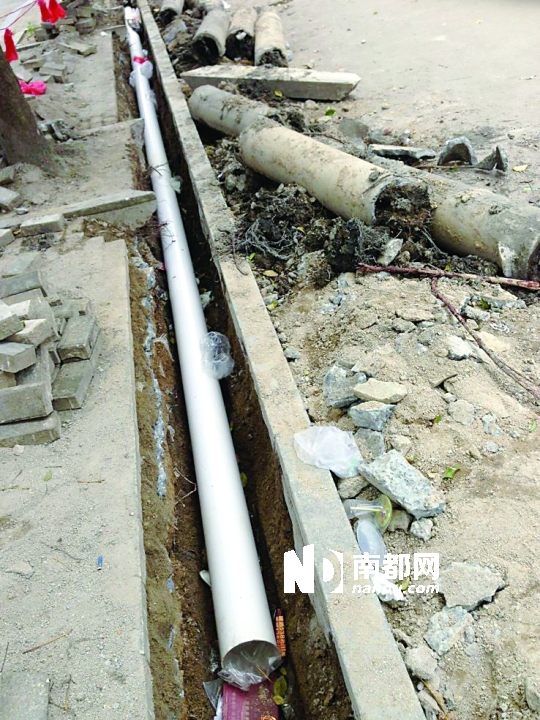
- 管道的敷设与回填:
- 在管道系统(包括补偿器、固定支座)安装、检验合格后,方可进行回填。
- 首先在管道两侧和上方回填细砂或软土,厚度不小于150-200mm,人工夯实,避免含有尖锐石块的回填材料直接接触外护管。
- 然后分层回填原土,每层夯实。回填土应高于地面少许,预留自然沉降量。
- 固定支座与补偿器安装:
- 固定支座必须按设计位置准确安装,其结构必须牢固,能承受管道推力。
- 补偿器(如轴向型波纹补偿器)安装前应按设计进行预拉伸或预压缩,安装方向正确,并设置导向支架,保证其按轴向自由伸缩。
三、关键质量控制措施
- 过程监控与检验:对焊接、补口等关键工序实行旁站监理或专职检验员检查,并形成记录。
- 气密性与强度试验:管道安装完毕、回填前,必须进行压力试验(强度试验和严密性试验)。试验压力、稳压时间应符合设计及规范(如CJJ/T 81-2013《城镇供热直埋热水管道技术规程》)要求。试压时,应对所有接头、焊口、补偿器等部位进行仔细检查。
- 接头密封性检测:补口完成后,可采用电火花检漏仪对热收缩带(套)或电熔套的密封边进行100%检漏,确保无针孔缺陷。
- 竣工资料:完整收集材料合格证、焊接记录、无损检测报告、压力试验报告、隐蔽工程验收记录等,形成完整的竣工档案。
四、常见问题与预防
- 保温层进水:主要源于接头密封失效或外护管破损。必须严格控制补口质量,吊装运输时保护外护管。
- 热力失调或管道应力过大:源于固定支座不牢或补偿器安装不当。需确保支墩混凝土强度、尺寸达标,补偿器预调到位。
- 焊缝缺陷:通过严格的焊工资质管理、工艺纪律执行和无损检测来杜绝。
结论:优质聚氨酯保温管道的安装是一个系统工程,从材料验收到最终回填,每一环节都需精益求精。严格遵循施工工艺,强化焊接与接头密封这两个最薄弱环节的质量控制,并执行规范的压力测试,是确保管网实现高效保温、长期安全运行的根本保障。